

 ENG
ENG UA
UAОписание и рекомендации - Plexiglas Optical HC - акрил устойчивый к царапинам

ОЧИСТКА ПЛАСТИКОВ
Удаление защитной пленки приводит к образованию электростатического заряда на поверхности листа. Этот заряд притягивает атмосферную пыль и другие мелкие частицы. Перед дальнейшей работой рекомендуется подвергнуть лист антистатической обработке (например, обдуванию ионизированным сжатым воздухом или ручной очистке тканью при помощи COSMOFEN 20, смоченной соответствующими антистатическими агентами). Не следует проводить сухую очистку, так как она приводит к появлению царапин и прочих повреждений. Для ухода за листами в большинстве случаев будет
достаточно теплой воды, мягкой губки и моющих средств. Никогда не используйте средства, содержащие абразивные частицы либо растворители. Перед применением моющего средства необходимо его предварительное тестирование. Сразу после использования активных химических веществ, промойте лист большим количеством воды с моющим средством и высушите с помощью мягкой ткани (перчаточной) или замши.
СУШКА
В процессе хранения большинство пластмасс поглощает влагу. При обработке материала при высокой температуре содержащаяся в материале влага может вызвать появление пузырей. Для устранения влаги рекомендуется сушка материала при температуре ниже точки размягчения. Защитную пленку следует удалить перед сушкой для того, чтобы воздух свободно циркулировал на поверхности. Также, чтобы влага не проникла снова и не возникло внутреннее напряжение, листам нужно отвести длительное время для остывания.
Важно! При нагреве материала до температуры размягчения, защитное покрытие может быть повреждено.
СНЯТИЕ ВНУТРЕННИХ НАПРЯЖЕНИЙ
Экструдированный акрил сохраняет в себе остаточное внутреннее напряжение, возникающее в момент экструзии листа. Что касается литого акрила, то он накапливает достаточно небольшое внутреннее напряжение в процессе производства, что никак не сказывается на его дальнейшем применении. Такие операции с пластмассами, как механическая обработка, резка лазером, термоформование, попеременный нагрев, способствуют тому, что в них (включая литой акрил) скапливаются растягивающие напряжения, которые приводят к образованию трещин при контакте с разъедающими веществами, например, растворителем печатной краски, испарениями мономеров, пластификаторами герметиков или защитной пленки, некоторыми моющими средствами. Исключить случайный контакт с разъедающими веществами невозможно, именно поэтому внутренние напряжения должны быть устранены. Для этого необходимо осуществить операцию отпуcка.
Важно! При нагреве материала до температуры размягчения, защитное покрытие может быть повреждено.
РЕЗКА ПИЛАМИ
Используются циркулярные, ленточные и ножовочные пилы. Должны использоваться только режущие полотна, подходящие для акрила.
|
|
Циркулярная пила |
Ленточная пила |
|
Задний угол резца |
15-20° |
30-40° |
|
Передний угол резца |
0-5° |
0-8° |
|
Расстояние между зубьями |
10-20мм |
3-8мм |
|
Скорость резания |
3000 м/мин |
1000-3000 м/мин |

РЕЗКА ЛАЗЕРОМ
Листы органического стекла легко режутся лазером СО2, при этом получаются прозрачные торцы. Операционная производительность лазера 100-250 Вт. Необходима продувка инертным газом и удаление паров мономеров. С увеличением толщины материала образуются скошенные углы реза, не перпендикулярные к поверхности листа.
Высокая тепловая нагрузка в области реза генерирует внутреннее напряжение, которое может проявляться при взаимодействии с агрессивными веществами. Например, при склейке - поверхность материала покрывается «трещинами».
Отпуск деталей при температуре 70-80 °С снимет напряжение и предотвращает появление трещин.
ФРЕЗЕРОВАНИЕ
Используются универсальные профильные, шпиндельные и ручные фрезы при скорости 4500м/мин.
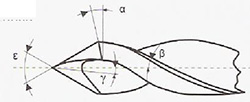
СВЕРЛЕНИЕ
Могут быть использованы стандартные спиральные сверла для металла. Чрезмерная скорость подачи вызовет хрупкое разрушение материала. При сверлении материала толщиной более 5мм, понадобится охлаждение. Кроме этого, необходимо часто извлекать сверло для удаления стружки.
|
|
Спиральное сверло |
|
Задний угол резца a |
3-8° |
|
Угол закручивания b |
12-16° |
|
Угол при вершине є |
60-90° |
|
Передний угол резца y |
0-4° |
|
Скорость резания |
25-80 м/мин |
|
Скорость подачи |
0,1-0,2 мм/об. |
ГОРЯЧАЯ ГИБКА
Нагрев может быть выполнен нитью накала или нагревающим прутком. Время нагрева зависит от используемого оборудования и будет увеличиваться с ростом толщины материала. При достижении оптимальной температуры листа, около 120-130 °С остается только слабое сопротивление изгибу и заготовка может быть изогнута.
Ширина нагрева должна быть в 3-5 раз больше толщины листа.
ХОЛОДНАЯ ГИБКА
Не рекомендуется.
Для дугообразных сводов минимальный радиус гибки должен составлять 330хтолщину листа.
ТЕРМОФОРМОВАНИЕ
Важно! При нагреве материала до температуры размягчения, защитное покрытие может быть повреждено.
При формовании листов акрила могут быть использованы гипсовые, стальные охлаждаемые формы, из эпоксидной смолы или дерева, а так же из литого алюминия.
Если при нагревании возникают пузырьки, это связано с тем, что во время хранения листы впитывают влагу, в этом случае листы перед формованием следует просушить.
|
|
Температура °С |
|
Температура листа при вакуумформовании, °С |
160-190 |
|
Температура листа при пневмоформовании, °С |
140-160 |
|
Температура формы, °С |
60-90 |
|
Послеформовочная усадка, % |
0,5-0,8 |
СКЛЕИВАНИЕ
Листы органического стекла можно склеивать между собой и с другими материалами, получая при этом высокопрочный и долговечный шов. Перед склеиванием желательно провести термообработку (выпаривание влаги и снятие напряжения материала).
Есть несколько факторов влияющих на качество склеивания:
- тип повехности
Гладкие поверхности сложнее склеивать, нежели шероховатые. Для улучшения склейки гладких поверхностей необходимо их подготовить – зачистить наждачной бумагой, обезжирить, непрозрачные пластики, перед склеиванием, протереть растворителем напр. COSMOFEN 10
- подготовка поверхности перед склейкой – очистка и обезжиривание.
При склеивании с помощью диффузионных клеев ( PMMA), достаточно просто отчистить поверхность от пыли. Содержащийся в клеях растворитель заменяет предварительную очистку.
- условия хранения клея
Рекомендованные температуры хранения клея + 15-25 С°.
При этом клея не боятся низких температур и могут хранится и перевозится при низких (в.ч. минусовых) температурах.
Перед эксплуатацией температура клея должна быть повышена до комнатной, постепенно, естественным способом.
Исключить микроволновые печи, кипяток и батареи.
- влажность воздуха, при склейке
Для идеального склеивания цианоакрилатными клеями необходима влажность около 50-70%. Как правило, в холодное время года, в помещениях около 10-15% влажности. По этому, даже в теплых помещениях, зимой, скорость схватывания медленнее.
- время прессования
Время прессования всегда указано в технических справочниках и сопроводительных характеристиках
- температура в помещении, где происходит склейка.
При понижении температуры на 10 С°, время отверждения увеличивается вдвое.
МЕХАНИЧЕСКОЕ СОЕДИНЕНИЕ
Листы акрил могут крепиться с помощью механических крепежных средств. Могут использоваться болты, винты, заклепки, скотчи и т.д.
Если соединение не нужно часто разбирать, то можно использовать саморезы.
ХРАНЕНИЕ ПЛАСТИКОВ
Листы рекомендуется хранить в условиях неизменяемой температуры и влажности. Листы следует разместить на плоской основе и только внутри помещения, т. к. материал не должен подвергаться изменению погодных условий. При несоблюдении этих требований может произойти искривление (волнистость) плоской поверхности, даже если листы хранятся в стопке и плотно прилегают друг к другу. В зависимости от условий хранения и климата пластиковые листы могут поглощать влагу, что может проявиться во время дальнейшей обработки при высокой температуре, например, во время гибки или нагреве перед термоформованием. Удалить влагу можно с помощью предварительной сушки. Защитную пленку рекомендуется снимать только после завершения последней операции. Защитная пленка имеет лишь ограниченную УФ- и термостойкость и не предназначена для длительной защиты в наружных условиях. Если листы хранятся снаружи, защитная пленка должна быть удалена не позже, чем через 4 недели, так как она может разрушиться, что значительно затруднит ее удаление и приведет к повреждению поверхности листа.

|
|
|
|
|
|





«Пластикс–Украина» – крупный дистрибьютор материалов для современной рекламной индустрии, цифровой печати, декоративного оформления фасадов и интерьеров, промышленности, строительства и упаковки
© 1998-2024 Plastics Украина, все права защищены
Все авторские права на сайт Компании принадлежат ООО «Пластикс-Украина». Копирование материалов возможно только с разрешения владельца авторских прав